[點晴模切ERP]一文讀懂品質管理 APQP、PPAP、MSA、FMEA、SPC、CP六大工具及應用場景
當前位置:點晴教程→點晴ERP企業管理信息系統
→『 品質管理 』
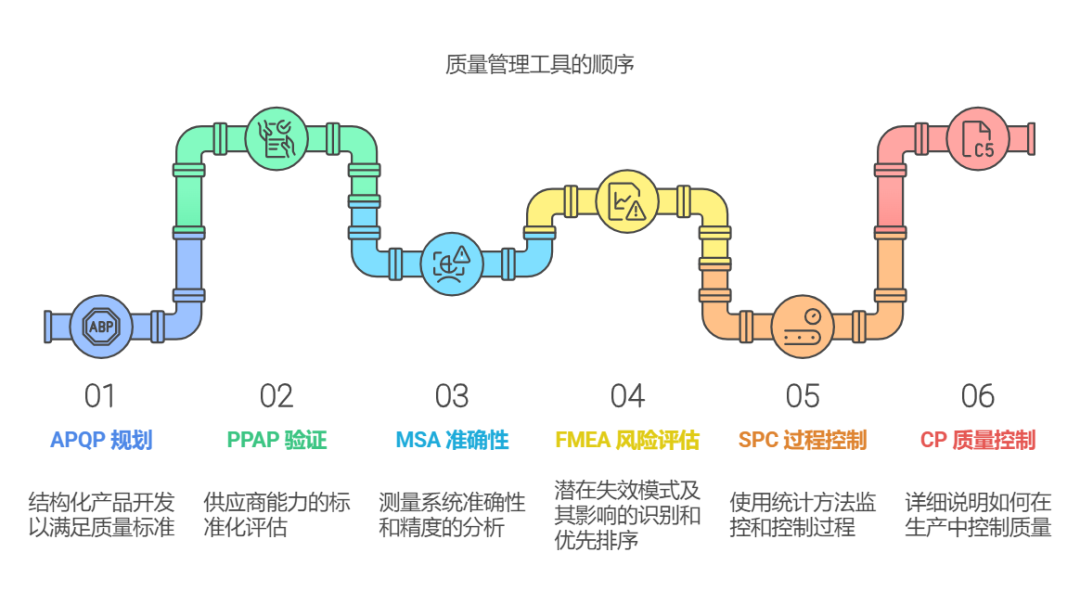
制造業中,產品質量是企業的生命線。為了確保產品從設計到生產的每一個環節都能達到高質量標準,行業里有六大質量管理工具:APQP、PPAP、MSA、FMEA、SPC、CP。 今天,就讓我們用通俗易懂的方式,搞懂這些聽起來高大上的工具,讓你輕松成為質量管理高手!
一 APQP 產品質量先期策劃 APQP(產品質量先期策劃),是一種結構化的方法,像建筑藍圖一樣,確保產品開發過程中所有質量要求都能被滿足。 APQP分為計劃和確定項目、產品設計和開發、過程設計和開發、產品和過程確認、反饋評審和糾正措施五個階段。每個階段都有明確的任務和目標,環環相扣,讓產品從概念到量產的過程有條不紊。 APQP是產品質量的 “超級規劃師”。 主要用于新產品或新過程開發的應用場景。從產品概念設計階段就開始介入,貫穿整個產品開發周期。比如:汽車制造企業在設計一款新型電動汽車時,運用APQP協調各部門(包括設計、工程、制造、質量等)工作,明確各階段任務和交付物,確保產品在量產前所有質量環節都規劃好。
二 PPAP 生產件批準程序 PPAP ,即生產件批準程序,是一套標準化的方法,用來驗證供應商在量產前有沒有能力生產出高質量的產品。像一份嚴格的考試試卷,包含設計記錄、工程更改、客戶批準、過程流程圖、控制計劃、測量系統分析等 18 項要素。 供應商必須通過這一系列嚴格的考核,才能獲得 “質量通行證”。 當汽車零部件供應商完成新型剎車部件的開發和試生產后,就要向汽車主機廠提交PPAP文件包。主機廠會仔細審查這些文件,比如設計記錄是否完整、過程流程圖是否合理、控制計劃是否完善等。只有通過PPAP審核,供應商才能獲得生產件批準,開始批量供貨。這就好比是一場“質量考試”,只有成績合格,才能拿到批量供貨的“入場券”。
三 MSA 測量系統分析 MSA ,即測量系統分析,任務是評估測量系統的準確性、精密度和穩定性。像一個嚴格的質檢員,對測量誤差、量具能力、數據變異性等進行分析。 常見的分析方法有重復性和再現性(R&R)研究、偏倚、線性和穩定性分析等,確保測量數據準確可靠。 MSA,確保測量系統可靠,為質量控制提供準確數據。 電子廠要對電子產品的芯片尺寸進行高精度測量。在使用量具前,必須進行MSA。比如,用同一量具多次測量同一個芯片尺寸,看測量結果是否一致(重復性);不同操作人員用相同量具測量同一芯片,看結果是否一致(再現性)。只有量具的準確性、重復性和再現性都達標,測量數據才可靠,才能為產品質量控制提供基礎。否則,測量數據不準確,后續的質量判斷就會出錯。
四 FMEA 失效模式及影響分析 FMEA ,失效模式及影響分析,是一種系統化的方法,專門用來識別和分析潛在的產品或過程失效模式,以及這些失效模式對系統會產生什么影響。 通過評估失效的嚴重性、發生頻率和檢測能力,計算出風險優先級數,就像給每個潛在問題貼上了一個風險標簽,讓企業能夠優先考慮和實施糾正措施,把潛在失效的風險降到最低。 FMEA用于預防問題,提前分析潛在失效模式并采取措施,是潛在問題的 “預警專家”。 在設計飛機發動機這樣復雜的機械產品時,FMEA 就像一位預警專家,發揮著至關重要的作用。團隊通過 FMEA 系統地分析各個部件可能出現的失效模式,比如渦輪葉片斷裂。然后評估這種失效對整個發動機系統的影響程度有多嚴重,發生的概率有多大,以及是否容易被檢測到。根據這些評估結果,提前采取措施改進設計或者增加控制手段,避免問題在實際使用中出現。
五 SPC 統計過程控制 SPC ,即統計過程控制,運用統計方法來監控和控制生產過程,確保生產過程始終處于穩定狀態。 SPC就像一個智能的監控系統,通過選擇關鍵質量參數、收集數據、繪制控制圖、分析控制圖、采取糾正措施、持續改進等一系列步驟,時刻關注著生產過程的一舉一動。 SPC 是生產過程的 “穩定守護者”。 在化工生產中,反應溫度、壓力等是關鍵過程參數。通過SPC,實時監控這些參數,繪制控制圖。當溫度超出控制限時,能及時發現并采取措施調整。這就好比給生產過程裝上了一個“報警器”,一旦出現異常波動,就能迅速發出警報,確保生產過程穩定,產品質量一致。
六 CP 控制計劃 CP ,即控制計劃,是一份詳細的文件,就像一本操作指南,描述了在生產過程中如何控制和監控產品和過程特性,以確保產品符合客戶的要求。 CP包含過程監控、測量系統選擇、控制方法、反應計劃等內容,為生產過程中的質量控制活動提供了明確的指導。 CP是質量控制的 “操作指南”。 家電制造企業生產洗衣機時,控制計劃會詳細規定生產過程中對關鍵零部件(如電機、電腦板)的質量控制方法。比如,檢驗頻次(每小時抽檢一次)、檢驗工具(專用檢測設備)、控制措施(發現不合格品立即停機檢查)等。基于控制計劃,質量控制人員就像有了“作戰地圖”,知道該在哪些環節重點把控,確保產品符合質量標準。
APQP 是整個產品開發過程的總規劃師,從宏觀上規劃產品開發的各個階段,為其他工具的應用指明方向。在這個過程中,FMEA 作為潛在問題的預警專家,在產品和過程設計階段就開始發揮作用,識別潛在的失效模式,為后續的改進提供依據。 PPAP 則是在產品開發完成后,供應商向客戶證明自己具備量產能力的工具,PPAP的很多要素都依賴于前面 APQP 和 FMEA 等工具的成果。 MSA 是確保測量數據準確可靠的基礎,無論是在產品開發過程中的檢驗,還是在 PPAP 提交文件中的測量系統分析,都離不開 MSA 的支持。 SPC 專注于生產過程的穩定性控制,而 CP 則是對整個生產過程質量控制活動的詳細規劃,整合了 SPC 等工具的應用方法,指導生產過程中的具體操作。 總的來說,APQP 統籌全局,FMEA 預防問題,PPAP 驗證能力,MSA 保證測量準確,SPC 穩定過程,CP 指導操作。它們相互關聯、相互支撐,共同構成了一個完整的質量管理體系,為企業生產出高質量的產品提供了有力保障。
閱讀原文:原文鏈接 點晴模切ERP更多信息:http://moqie.clicksun.cn,聯系電話:4001861886 該文章在 2025/1/23 9:51:50 編輯過 |
關鍵字查詢
相關文章
正在查詢... 



|


 400 186 1886
400 186 1886